激光锡球焊接机与传统电阻焊接设备在工作原理、工艺特性及适用场景上存在本质区别,前者更适用于高精度、微型化的电子制造领域,后者则广泛用于金属结构件的大电流连接。以下是具体对比:
1. 工作原理不同
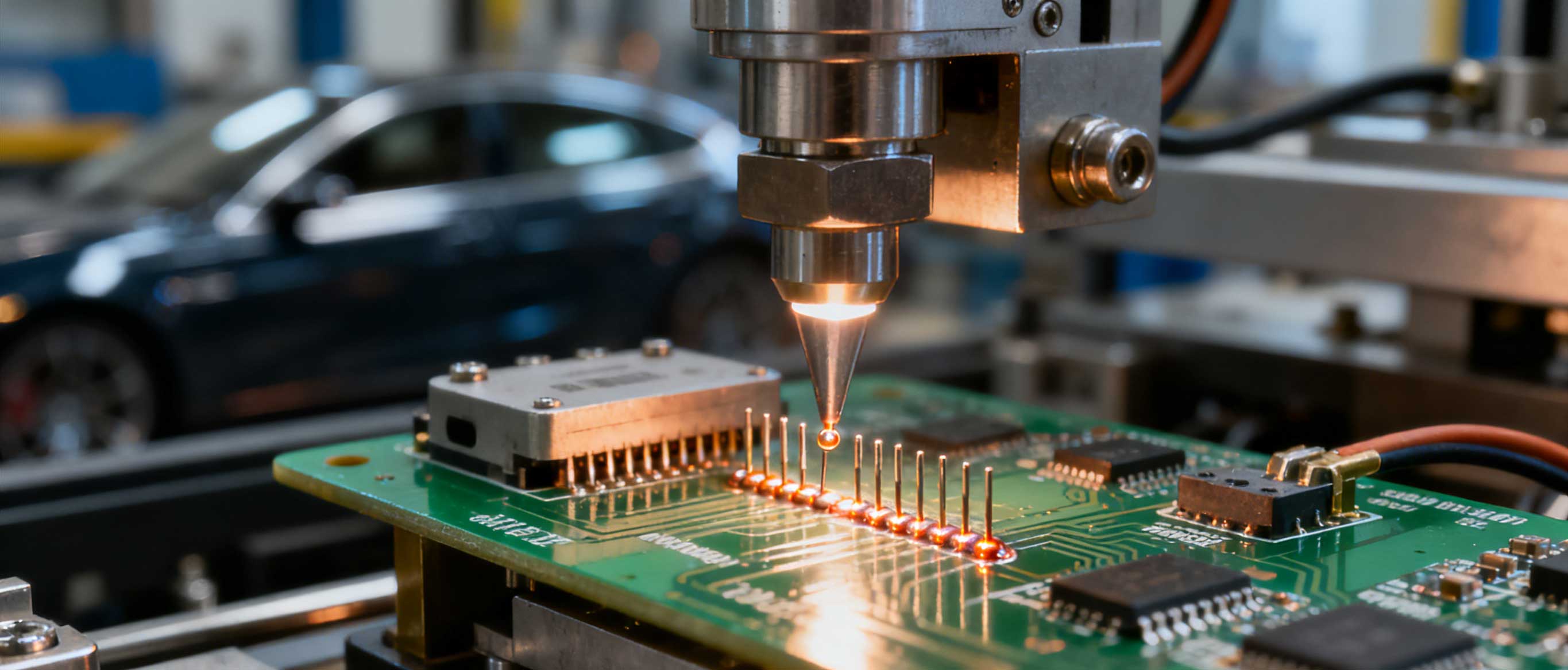
激光锡球焊接机:利用高能量密度的激光束作为热源,将预置的锡球局部加热至熔融状态,在惰性气体保护下完成焊点成型。整个过程为非接触式,热量集中、响应迅速。
电阻焊接设备:通过电极对工件施加压力并通以大电流,利用材料接触面的电阻热效应使金属局部熔化,形成熔核后在压力下冷却结晶,实现冶金连接。
本质差异在于:激光锡焊是“外加热”(热源来自外部激光),电阻焊是“内生热”(热源来自材料内部焦耳热)。
2. 热影响与精度控制
对比维度 激光锡球焊接 电阻点焊
热影响区 极小(<0.1mm),适合热敏元件 较大,易造成周边材料变形
定位精度 ±5μm,支持0.15mm级微焊盘 依赖电极对位,通常适用于≥1mm焊点
焊接压力 无机械压力,避免压伤器件 需施加数公斤至数十公斤压力
在精密电子如摄像头模组、MEMS传感器中,激光锡球焊接可避免机械损伤和热累积问题,而电阻焊可能引发焊盘撕裂或元件失效。
3. 工艺清洁性与后续处理
激光锡球焊接:
采用无助焊剂锡球,焊接后无酸性残留,无需清洗;氮气保护防止氧化,焊点致密光洁,符合医疗、军工等高可靠性标准。
电阻焊接:
不涉及助焊剂,但金属表面易氧化,需定期清理电极;
适用于导电连接,但不适用于需要洁净无污染的微电子封装。
4. 自动化集成与柔性生产
激光锡球焊接机:
易与六轴机械臂、直线模组集成,支持多角度、三维空间焊接;
可编程路径控制,适应FPC软板、异形器件等复杂布局。
电阻焊接设备:
通常为固定电极结构,更换夹具成本高,柔性较差;
更适合大批量、单一型号的结构件焊接,如电池极耳、金属外壳接地。
5. 典型应用场景对比
应用场景 推荐工艺 原因说明
摄像头CMOS传感器焊接 ✅ 激光锡球焊接 微焊盘、防虚焊、无残留
手机主板FPC连接 ✅ 激光锡球焊接 高密度布线、低热输入需求
动力电池极耳焊接 ✅ 电阻点焊 大截面导电连接、高导热需求
BGA芯片补球修复 ✅ 激光锡球焊接 单点精准控制、无需整板加热
金属屏蔽罩接地 ✅ 电阻点焊 成本低、效率高、连接强度大

Copyright 2014-2027
江苏怡鼎讯智能装备有限公司
![]() 公安号:32020602002105号
公安号:32020602002105号
![]() 苏ICP备:2021044516号-1
苏ICP备:2021044516号-1

属具备设计、研发及生产资质的智能制造型科技企业。
服务热线